Достоинства и недостатки стальных труб
Среди наиболее ярких качеств труб из стали можно выделить следующие:
- Высокие прочностные характеристики;
- Возможность использования труб при значительных показателях внутреннего давления;
- Широкий ассортимент труб, позволяющий подобрать оптимальный вариант для любой ситуации;
- Способность выдерживать высокие температуры;
- Высокая теплопроводность;
- Низкая степень температурного расширения, что дает возможность монтировать стальные трубопроводы в отопительных системах;
- Средний срок службы составляет около 10 лет (этот срок может быть намного больше, если трубы имеют антикоррозионное покрытие).

Если же говорить именно о недостатках стальных труб, то список наберется немалый:
- Подверженность абразивному износу;
- Плохая сопротивляемость отрицательным температурам;
- Слабая устойчивость к воздействию коррозии и отложению осадков, из-за чего трубы быстрее приходят в негодность;
- Внутренняя поверхность труб довольно шероховата;
- Большой вес труб, который неудобен как при транспортировке материала, так и в процессе монтажа;
- Необходимость использования отводящих элементов при обустройстве трубопровода, поскольку стальные трубы совершенно не гнутся.
Конечно, некоторые недостатки можно компенсировать – например, для защиты от мороза используется утепление, а справиться с коррозией помогает специальное покрытие. Кроме того, отдельные характеристики приходится рассматривать детальнее – например, перед монтажом трубопровода нужно обязательно разобраться, какое давление выдерживает стальная труба, чтобы система получилась эффективной и надежной.
Сортамент труб стальных
ГОСТы на сталь регламентируют сортаменты стальных изделий, которые определяются в зависимости от технологии производства материала, на основании чего устанавливаются тип, марка и размер продукции.

Сортамент стальных бесшовных труб изготавливается в условиях холодного проката с применением принципа деформирования заготовки
Стальные трубы могут изготавливаться по одной из четырех технологий, которые определены действующим стандартом:
горячий прокат подразумевает производство бесшовных труб из разогретого сырья;
- холодный прокат дает возможность получить бесшовные изделия из охлажденного материала;
- сварной продольный прокат дает на выходе металлические изделия из листового материала с прямым швом;
- сварной спиральный прокат подразумевает технологию изготовления трубных конструкций из листового металла со спиральным швом.
Сортамент труб круглых стальных или профильных металлических, выполненных с помощью технологии горячего проката, определяется по двум нормативным свидетельствам: ГОСТ 8639-82 и ГОСТ 8732-78. В соответствии с ГОСТ 8639-82 сортамент труб стальных квадратных состоит из изделий диаметром 60-180 мм с толщиной стенки 4-14 мм. Стандарт регламентирует производство круглых металлических труб диаметром 20-700 мм, у которых толщина стенки находится в пределах 2,5-75 мм.
Сортамент стальных бесшовных прямоугольных или овальных труб, изготовленных в условиях холодного проката с применением принципа деформирования заготовки цилиндрической формы, определяется по ГОСТ 8639-82, ГОСТ 8645-82, ГОСТ 8734-75, ГОСТ 8642-68.

Сварной спиральный прокат подразумевает технологию изготовления труб из листового металла со спиральным швом
Первый нормативный документ касается производства и характеристик квадратных стальных труб, ГОСТ для них устанавливает диапазон диаметров 10-120 мм. ГОСТ 8645-82 регламентирует сортамент прямоугольных стальных изделий размером от 10х15 мм до 120х80 мм. Толщина стенки для изделий варьируется в пределах 1-9 мм. Третий нормативный стандарт определяет сортамент круглых труб из стали, выполненных методом холодного проката. Размерный ряд состоит в пределах 5-250 мм. Толщина стенки, что определяет типоразмер изделия стали круглой (ГОСТ 8734-75), варьируется от 0,3 мм до 4 мм.
Cтатья по теме:
Параметры металлических труб овальной формы определят ГОСТ 8642-68. Размерный ряд внешнего сечения изделий начинается от 16х10 мм и доходит до 90х32 мм. Толщина стенок может быть 0,5-2,5 мм.
Сортамент труб стальных квадратных: ГОСТ 2591-88 (2006)
Прямоугольные и квадратные профильные трубы не получили распространения в области водного и газового снабжения, зато эффективно применяются в строительстве в качестве несущих и опорных конструкций. Тонкостенные профили используются в мебельной и рекламной сфере промышленности.
Весомым показателем, свидетельствующим о качестве стальной квадратной трубы, является её масса: это положение также оговаривается в ГОСТе 2591-88 (2006). Показатель массы на 1 погонный метр при значении плотности стали (черная сталь) в 7,85 г/см3 должен равняться от 0,269 кг — наиболее тонкостенная труба; 70,33 кг – для самой толстостенной.
ГОСТ 2591-88 на стальные квадратные трубы говорит о том, что значение кривизны квадратного проката не должен превышать 0,5% длины для изделий с диаметром 25 мм и 0,4% для изделий с длиной более 25 мм. При требовании заказчика данный показатель может быть снижен до 0,2%.











Для каждой длины труб существуют стандартные параметры и допустимые отклонения
Отклонения по сторонам квадратного проката согласно ГОСТ 2591-88 могут находиться как в плюсовом, так и в минусовом диапазоне. При обычной точности проката допускается минусовое отклонение от -2,5 мм (для габаритных изделий со стороной квадрата в 200 мм) до -0,5 (тонкостенные изделия, сторона квадрата – 13-25 мм). И, соответственно, плюсовое: от +0,9 мм до +0,3 мм.
Сортамент труб стальных прямоугольных определяется ГОСТом 8645-68. Изделия, выпускаемые согласно этому стандарту, могут быть горячетканными, холоднотянутыми и бесшовными. С точки зрения прочности выигрывают бесшовные конструкции, однако их стоимость не позволяет их использовать массово.
Профильные (и квадратные, и прямоугольные) стальные трубы по ГОСТу чаще бывают сварными. Современные технологичные методы позволяют регулировать прочность шва при помощи индукционных токов, при этом продукция будет оставаться сравнительно недорогой. Сварные швы могут зачищаться и обрабатываться или же оставаться не зачищенными: всё зависит от дальнейшего способа эксплуатации.
Таким же образом производятся и оцинкованные профильные трубы: используется стальная лента с предварительно нанесенным защитным покрытием. В некоторых случаях применяется оцинковка уже готовых изделий. Профильная труба несколько раз опускается в резервуар с расплавленным цинком.
ГОСТ на прямоугольные стальные трубы не разделяет изделия по группам в зависимости от марки стали, используемой при изготовлении. ГОСТ допускает то, что при производстве профильной стальной трубы будет применена черная сталь, уступающая более дорогим маркам в презентабельности внешнего вида и нестойкости к коррозии.

Для защиты профильных труб от коррозии на них наносится покрытие из цинка
Труба стальная прямоугольная по ГОСТу 8645-68 может иметь различные размеры: самыми востребованными по меньшей стороне являются 40 мм, по большей – от 60 мм до 100 мм. Профильные трубы, чьи габариты по большей стороне превышают 60 мм, имеют высокую прочность на изгиб при сравнительно легком весе, что делает их очень популярными в сфере инженерии и строительства.
Особенности монтажа и соединения
Технология монтажа бесшовных труб осуществляется двумя основными способами:
- Газовой или электросваркой – зачастую, это является единственно возможным методом соединения бесшовных труб;
- Сборкой через детали или элементы трубопроводов.
Методом сварки можно соединять как толстостенные, так и тонкостенные изделия. Главное – правильно выбрать электроды нужного типа и диаметра. Чем толще стенка трубы, тем больше должен быть электрод.
Для изменения направления, уменьшения или увеличения диаметра, создания ответвлений, разборных соединений трубопроводов, что важно для их конструирования, обслуживания и ремонта, используются специальные отводы, тройники, фланцы, переходы, заглушки из разных марок стали. Если вам необходим качественный трубопровод, выбирайте бесшовную продукцию от надежного поставщика – ждет вас в своем магазине!
Если вам необходим качественный трубопровод, выбирайте бесшовную продукцию от надежного поставщика – ждет вас в своем магазине!
Виды труб по способу производства
Различают следующие способы производства трубопроводов: горячедеформированные, холоднодеформированные, электросварные. Размеры и предельные отклонения изделий, материалы изготовления регламентируются сортаментами на трубы стальные круглые, разные сортаменты для каждого способа производства:
Трубы стальные бесшовные горячедеформированные ГОСТ 8732
Изготовление труб происходит в три этапа. В начале в нагретой до 900-1200 градусов круглой заготовке на специальных станках делают прошивку отверстия, в результате получается гильза. Дальше гильзу раскатывают в черновую трубу, и последний этап, это калибрование, прокатка с окончательными размерами по толщине и диаметру.
Размеры получаемых изделий по этому способу производства могут быть: наружный диаметр 16-630 мм, толщина стенки 1,5-50 мм. Заготовки изделий разделяются на несколько групп, в зависимости от применяемого материала изготовления:
- А –механические свойства изделия нормируются.
- Б – химический состав регламентируется при изготовлении.
- В – одновременно регламентируются механические свойства и химический состав;
- Г – нормируется химический состав и проверяются механические свойства на опытных образцах;
- Д – регламентируется значение испытательного давления при проверке.

Производство горячедеформированных труб
Трубы стальные бесшовные холодно деформированные по ГОСТ 8734
Для прокатки используют круглые стальные заготовки. Заготовка нагревается в специальных печах до температуры начала кристаллизации для получения необходимой пластичности. Затем прошивается и попадает в прокатный стан, где с помощью вальцов формируются черновые размеры изделия. Последняя операция, это калибровка и нарезка определенной длины.










В отличие от горячедеформированной трубы, холоднодеформированная во время калибровки получает дополнительную термообработку, что делает такие изделия устойчивыми и долговечными.
Холоднодеформированные изделия делятся на следующие категории, где главным критерием является отношение диаметра D к размеру стенки S:
- Особотонкостенные, при отношении D/S больше 40. Если размер D=20 мм и меньше, размер S=0,5 мм и меньше.
- Тонкостенные, при отношении D/S от 12,5 и меньше 40. Кроме того трубы при D=20 мм. и меньше, при S=1,5 мм, и меньше.
- Толстостенные, при отношении D/S от 6 до 12,5.
- Особотолстостенные при отношении D/S меньше 6.
Тонкостенные и особотонкостенные трубы применяются в различных гидравлических системах, автомобильных моторах, промышленных холодильных установках, а также в медицинской и пищевой отрасли. Основное применение толстостенных труб – это нефтяная и газовая промышленность.

Тонкостенные холоднокатаные изделия
Трубы стальные электросварные по ГОСТ 10704
Технология изготовления включает в себя несколько этапов, которые объединены в один непрерывный процесс:
- Резка листовой заготовки. Она выполняется на высокоточных станках и позволяет получать заготовки одинаковых размеров.
- Для получения бесконечной ленты полоски свариваются между собой, предварительно пропущенные через систему валиков для устранения дефектов поверхности.
- Полученную заготовку пропускают через систему горизонтальных и вертикальных вальцов, с помощью которых формируется изделие.
- Сварка кромок производится с помощью высокочастотной сварки. Кромки заготовки нагреваются индуктором до температуры плавления, а потом сдавливаются обжимными роликами. Другой способ, когда кромки нагреваются с помощью высокочастотного генератора, ток подается на кромки с помощью контактов.
Высокочастотная сварка
- Калибровка и снятие грата. Заготовку охлаждают, а потом пропускают через калибровочные валики, для устранения овальности и обеспечения необходимых размеров.
- Резка изделия. Заготовки разрезаются в необходимый размер.
- Контроль качества изготовляемых изделий производят тремя способами: контроль сварного шва, испытание с помощью повышенного давления воды и сплющивание. Для контроля сварного шва, в основном применяют ультразвуковой способ. Дефектоскоп расположен непосредственно на линии после сварочной операции. Контролю подвергаются 100% изделий. Гидроиспытанию подвергаются 15% изделий из партии. А проверку на сплющивание проходят два изделия из партии.

Схема изготовления электросварных труб Электросварные трубопроводы широко применяются при прокладке инженерных сетей, которые выдерживают большие нагрузки и давления. Изделия диаметром 1200 мм. используют при монтаже почти всех магистральных газопроводов и нефтепроводов.
Виды сечения и покрытия
По типу поперечного сечения стальные трубные элементы подразделяются на круглые и профильные. Круглые относятся к универсальному виду, имеют широчайшую градацию по диаметру отверстия и толщине стенок. Производятся только в промышленных условиях из стальных сплавов и различных добавок, усиливающих физические характеристики материала.

Спектр применения охватывает почти все промышленные и бытовые области. Круглые стальные трубы разных диаметров применяют для транспортировки нефти и газа, для оборудования надежной изоляции коммуникационных систем любой сложности и размера, для создания легких строений и различных элементов внешнего и внутреннего декора.
Профильные трубы – это прогрессивный вид строительного металлопроката с овальным, квадратным или прямоугольным сечением. Производится из низколегированной и углеродистой стали, реже из нержавейки, путем холодной или горячей деформации прямошовной круглокалиберной электросварной заготовки.
Формовка осуществляется путем прохождения детали через валки, которые и обеспечивают необходимое сечение.

Готовые стальные трубы проверяют на предмет целостности сварного шва и подвергают дополнительной термической обработке, позволяющей снять внутреннее механическое напряжение. Потом раскраивают в соответствии с требуемыми габаритами. Для улучшения физических свойств стальных труб на них наносят защитное покрытие.
Источник
Сварка квадратных труб
Альтернативной технологией изготовления квадратных стальных труб является электрическая сварка. Производство предусматривает изгибание листового металла в профиль и сварку стыков. Полученный таким образом материал получается самым легким и имеет наименьшую толщину стенок.
Производственный процесс выглядит так:
- Первым делом изготавливаются листовые заготовки (штрипсы), для чего от металлического рулона отрезается подходящая полоса, ширина которой совпадает с сечением трубы;
- Готовый штрипс заправляется в вальцы станка, за счет чего создается черновой полуфабрикат, имеющий квадратное сечение и подготовленный стыковочный шов;
- Далее осуществляется сварка заготовки, причем данный процесс может выполняться несколькими способами;
- Последний этап сварки – калибровка профиля и проверка шва на герметичность.

Стоит сказать пару слов о сварке, которая может осуществляться двумя способами:
- Индукционная сварка. Такой способ используется для соединения труб, сечение которых не превышает 20 мм.
- Электродуговая сварка. Данная методика подходит для труб, имеющих большие габариты и толщину стенок около 2-3 мм.
Марки стали для производства
При изготовлении стальных труб в промышленном производстве используют такие виды сырья, как:
углеродистая сталь ст 3, ст 10-20, ст17г1с-у – для электросварных универсальных труб общего назначения;
сталь 20-10 – для изготовления горячекатаных труб без шва;
сталь 20 – для трубного материала холодной деформации;
коррозионностойкая сталь 12Х18Н12Т, 12Х18Н10Т, 08Х18Н10Т – для труб, востребованных в энергетике и химической промышленности.
Низколегированные виды стали имеют хорошие механические свойства и доступную цену. Легирующие добавки позитивно влияют на физические характеристики стали, улучшают вязкость и пластичность, делают материал более прочным и стойким к высоким температурам и атмосферным коррозийным проявлениям.









Однако стоимость легированной стали несколько выше и трубы, сделанные из нее, всегда ценятся немного дороже. По уровню легированности сталь делится на три класса.

Бесшовные трубы из легированной стали обеспечивают газопроводу безупречную целостность, не требуют кропотливых обслуживающих работ и сводят к минимуму потенциально возможную утечку
Низколегированный материал в составе содержит не более 2,5% различных добавок. В среднелегированных видах этот показатель колеблется в пределах 2,5-10%. В высоколегированных сортах количество компонентов, улучшающих базовые свойства металла, составляет от 10 до 50%.
из Несмотря на появление на рынке стройматериалов многочисленных предложений для сборки «домашних» коммуникаций, внутренние трубопроводы продолжают сооружать из стальных труб. Правда гораздо реже, чем раньше В соответствии с нормативными требованиями системы питьевого водоснабжения должны были собираться из оцинкованных труб. Но в домах старой застройки из черного трубопроката сооружали и отопление, и газо- и водоснабжение По сей день во время ремонта систем в старых домах большинство сантехников предпочитает использовать стальные трубы. Их ведь все равно подключают к стоякам из аналогичного материала Смысл устраивать водопровод из нержавеющих или оцинкованных стальных труб есть только в частных элитных домах с автономным водоснабжением. Там вода не загрязнится окалиной и осадком во время прохода по общественным стоякам Технически оправдано и целесообразно подключить газовый котел со стальным теплообменником стальными трубами. В этом случае вероятность коррозии снизится и повысится теплотехнический эффект В ходе сооружения трубопроводов из стального проката используются резьбовые, фланцевые и сварные варианты соединения. Домашнему мастеру проще и удобнее работать с резьбой Для соединения тонкостенных стальных труб применяются пресс фитинги, которые устанавливают с помощью пресс клещей Стальные трубы предлагают потребителю как с резьбой, так и без нее. Резьбу нарезать можно непосредственно на объекте с помощью клуппа и метчиков Система отопления со стальным трубопроводомВодопроводные ветки из стальных трубПодключение труб к металлическим стоякамПитьевое водоснабжение из нержавейкиПодключение котла стальными трубамиВарианты соединения стальных трубУстройство узлов пресс-фитингамиПредложенный к продаже трубопрокат
Всего имеется 14 типов высоколегированных стальных сплавов с разными характеристиками. К самым востребованным относятся материалы, проявляющие хорошую устойчивость к различным коррозийным явлениям и способные эффективно работать без разрушения структуры в экстремально высоких температурах.
Технология производства бесшовных труб с помощью метода холодной прокатки
Холоднокатаные изделия отличаются высокими прочностными характеристиками, а также имеют идеально гладкую поверхность, что является очень важным фактором для различных коммуникаций.
Как делают трубы с помощью холодной прокатки? Рассмотрим поэтапно этот процесс:
- В первую очередь заготовка проходит комплекс мер по очистке. К таким мерам можно отнести:
- очистка с помощью химических веществ;
- протравливание.
Помимо этого, стоит отметить, что нередко заготовка обрабатывается фосфатами или медью, что повышает её прочностные характеристики. Впоследствии такие изделия имеют хорошую резистентность к деформации.
- Затем с помощью валиков происходит формирование круглого сечения. Стоит отметить, что угол поворота валиков может меняться, что, в свою очередь, влечёт смену калибра трубы.
- При выполнении круглого калибра трубы, обладающей большим диаметром, проводится дополнительная процедура — сжатие.

Холодная прокатка осуществляется при помощи вальцовочного станка
В случае необходимости уменьшения показателя сечения изделия, процесс повторяется, после чего необходимым условием является проведение дополнительных процедур — протравки и промывки.
Отводы — что это и для чего нужны
Это – те же стальные трубы, только гнутые, применяемые для соединения элементов трубопроводов с целью перенаправления потока рабочей среды под определённым углом. Для их производства используются преимущественно углеродистые и низколегированные стали, а в некоторых случаях жаро- и коррозионностойкие сорта стали. Угол изгиба отвода может составлять 45, 60 либо 90 градусов. Диаметр изделий данного типа находится в пределах см. Температурный режим эксплуатации стального отвода при условном давлении 16 КПа составляет -˚С. В зависимости от технологии производства эти компоненты стальных трубопроводов бывают следующих видов:
- Бесшовные отводы;
- Отводы шовные:
- Резьбовые отводы.
Бесшовный выполняется по технологии промышленного литья, чем и отличается от других типов таких изделий. Кроме того, конструкция этих отводов предполагает приварку арматуры к концам обеих соединяемых труб. Такое конструктивное решение, по сути, является самым слабым местом бесшовных стальных изделий, поскольку срок службы стальных труб данного типа из-за того, что они остаются один на один в борьбе с коррозией, уменьшается.
 Стальные трубы не отличаются гибкостью, поэтому, чтобы сделать изгиб в магистрали, применяют отводы
Стальные трубы не отличаются гибкостью, поэтому, чтобы сделать изгиб в магистрали, применяют отводы
Самым оптимальным вариантом являются резьбовые отводы. Благодаря внутренней резьбе их монтаж можно выполнять под прямым углом. Такое соединение обеспечивает трубопровод низкой степенью повреждения коррозией, высоким уровнем безопасности и способностью перекачивать рабочую среду под повышенным давлением.
Предприятия-производители стальных отводов в последнее время стали практиковать нанесение на них специального покрытия. Такая дополнительная защита обусловливает увеличение срока службы трубопроводов в целом. Максимально безопасными являются отводы с напылением.
Методы сварки прямошовных труб
Трубная продукция, изготавливаемая по методике сгибания листа (полосы) стали в круг и соединения ее стыков, сваривается по нескольким разным технологиям.
Печная сварка
Поступающая на прокатный стан для придания ей круглой формы стальная полоса (штрипс) предварительно прогревается в туннельной печи до температуры около 1300 °С. Подходя к прокатным роликам, боковые сопла горячим воздухом дополнительно нагревают кромки трубы до температуры около 1400 °С. Аналогичные сопла установлены в зоне валков формовочного стана и нагревают края полосы до 1400 °С перед непосредственным сгибанием листа в круг с контактом крайних кромок.
После соединения кромок, нагретых до высокой температуры под давлением валками, образуется прочный шов, полученный методом взаимной диффузии расплавленных металлов. Далее труба еще раз протягивается через печь с формовочными валками для придания ей правильной геометрической формы. Технология относится к видам обработки стали методом горячей деформации.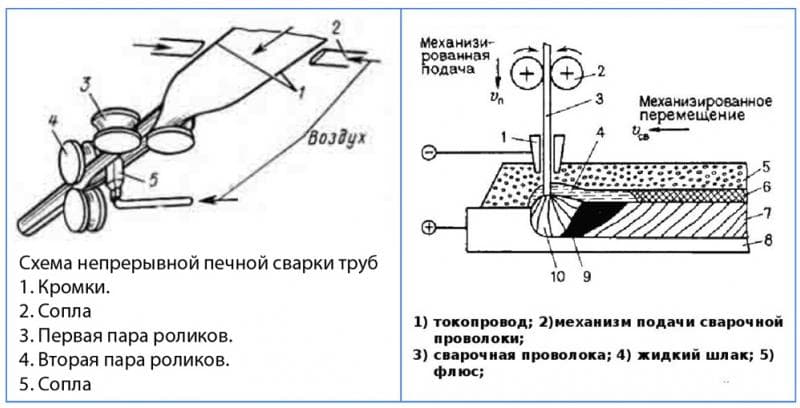
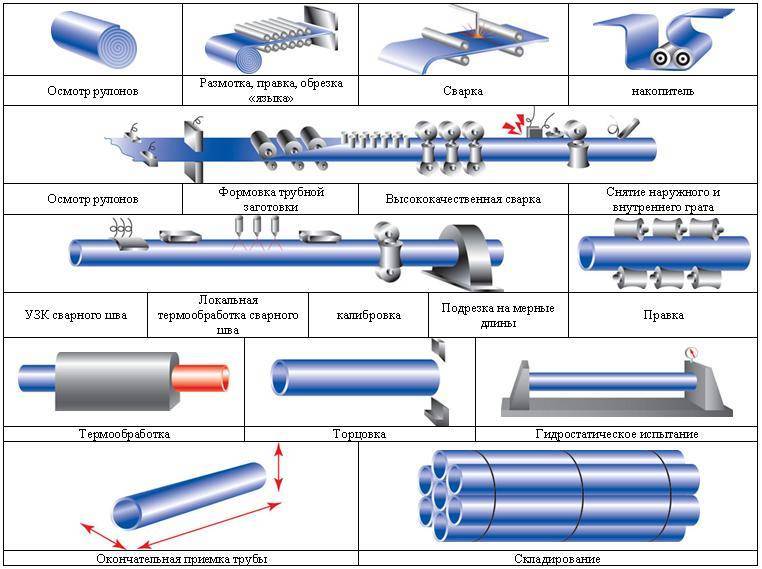









Рис. 5 Схема печной и электродуговой сварки в среде флюса
Электросварка
Электросварка чаще других методов применяется при сваривании труб круглого сечения, она позволяет получать высококачественный шов на тонких стенках. Трубные изделия, применяемые для трубопроводных магистралей нефтегазовой промышленности, изготавливаются с применением дуговой сварки с флюсом. Для проведения сварочных работ в формообразующем прокатном стане формируют трубную оболочку круглой формы, если диаметр изделия слишком велик, круг собирают из двух листов, которые формуют под прессом до получения полукруглой формы.
Автоматическую электрическую сварку производят одновременно с двух сторон до получения равномерно провареного продольного шва, в качестве электрода используют проволоку. После убирания гранда, ультразвуковой проверки и гидроиспытаний труба готова к применению.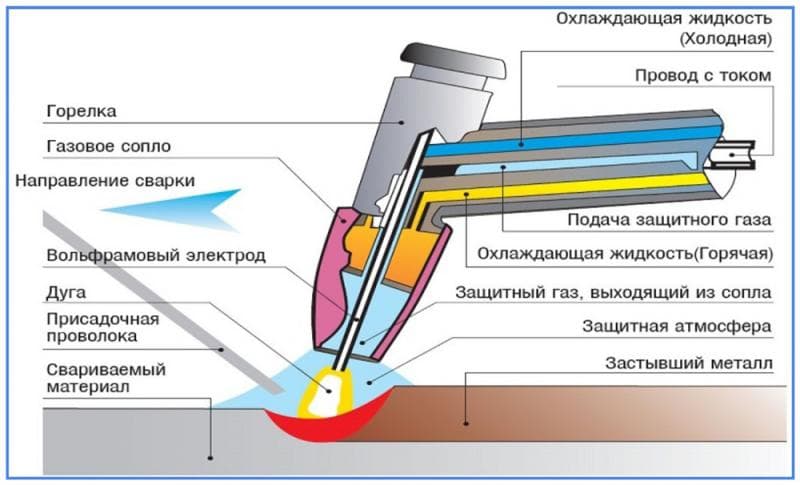
Рис. 6 Электросварка в инертных газах – принцип
Электросварка в среде защитного газа
Недостаток проведения сварочных работ на воздухе – вредное воздействие кислорода на стык, в результате в шовной полосе образуются воздушные пузыри, изменяется ее химический состав из-за карбидизации легирующих элементов, на поверхности появляется окалина.
Избавиться от указанных вредных факторов, возникающих вследствие воздействия на металл кислорода окружающей среды, позволяет применение в области сварки инертных защитных газов: углекислого, аргона и гелия. При работе нейтральные газы, будучи тяжелее воздуха, вытесняют его из рабочей зоны, исключая контакт расплавленной сварочной ванны с атмосферным кислородом. В качестве электродов используют тугоплавкие изделия из вольфрама.
Сварку в среде инертного газа чаще применяют для соединения деталей из нержавеющей или высоколегированной стали, швы отличаются однородностью материала, одинаковой толщиной, высоким качеством поверхности, обеспечивают отличную герметичность и прочность стыка.
Трубные изделия, полученные методом электрической сварки, относятся к группе холоднодеформированных.
Рис. 7 Схемы сваривания ТВЧ
Высокочастотная (индукционная) сварка
Современный высокоскоростной метод сваривания давлением (прижиманием оплавленных кромок друг другу с физическим усилием), при котором края заготовки нагреваются токами высокой частоты ТВЧ до размягчения, широко используют в трубном производстве. Плотность токов максимальна в поверхностном слое изделия и резко снижается при погружении в глубь заготовки (поверхностный эффект), благодаря чему сильно разогревается только тонкий слой наружной оболочки глубиной 0,1 – 0,15 мм.
Нагрев стыкуемых кромок производится индуктором, расположенным в непосредственной близости от их краев, он генерирует индукционные токи по краям заготовки с помощью двух скользящих по трубной оболочке электродов.
При индукционном сваривании соединяемые трубные кромки заготовки имеют вид буквы Y, ТВЧ подводятся к кромкам посредством индуктора или поворотного ролика так, чтобы он проходил через точку их схождения. Расстояние от токопроводящих контактов до места стыка варьируется в диапазоне от 25 до 300 мм.
Существует несколько технологий индукционной сварки, для соединения трубных кромок из черных и цветных металлов чаще используют методику сваривания под давлением с оплавлением. Скорость нагрева при данной технологии составляет 15·104 °С/с, осадки 2000 мм/с, технология обеспечивает высокое качество сварочного соединения.
Рис. 8 Физические параметры металлов термообработанных и горячередуцированных прямошовных труб классов А и В (ГОСТ 10705-80)
Овальные трубы
Производство овальных стальных труб регламентируется требованиями ГОСТ 8642-68. Систематизация размеров такой продукции осуществляется по следующим параметрам:
- ширина и высота. Под шириной понимается длина большой оси эллипса. А высота — значение этого параметра его малой оси. Причём, начальная и конечная точки этих отрезков лежат не на внутренней, а на внешней поверхности трубы. При выборе изделия необходимо знать обе эти габаритные величины. По причине криволинейной формы сортамент формируется на основе именно этих размерных параметров. Высота находится в пределах , а ширина мм;
- радиусы кривизны. Эти характеристики определяют уровень изгиба каждой стороны овальной трубы. Значения меньшего радиуса находятся в пределах мм. Больший же может находиться в диапазоне мм.
Стальная труба с овальным профилем применяется как в машиностроении, так и при декоративном оформлении жилых помещений, зданий и подъездов (речь, прежде всего, идёт о разнообразных ограждениях и перилах).
 Овальные и прочие профильные трубы чаще используют в декоративных целях и монтажа различных несущих конструкций
Овальные и прочие профильные трубы чаще используют в декоративных целях и монтажа различных несущих конструкций
Может возникнуть вопрос такого плана: неужели нельзя обойтись в радиаторах охлаждения и гидравлических системах традиционной круглой трубой? Так вот, её достоинство, заключающееся в максимальном внутреннем объёме, не всегда является таковым. Часто наиболее эффективно отвод тепла от змеевиков охлаждения и радиаторов осуществляется через их поверхность. И здесь форма эллипса выручает: при одинаковом внутреннем объёме поверхность овальной трубы стальной может быть в 2 раза больше, чем у круглой.
Например, медная труба, обладает меньшей, чем у стальной трубы теплопроводностью. Это положительно сказывается на качестве функционирования системы горячего водоснабжения. Труба алюминиевая характеризуется, помимо всего прочего, низким сопротивлением движению воды. Поэтому её часто устанавливают в водопроводных системах.
Разновидности изделий
- Так как бесшовный тип труб обладает большой востребованностью на рынке, он получил собственное название в народе — литая. Так как для процесса её создания применяется литьё из специального металлического слитка. Такой вид почти не обладает продольными типами соединений.
- В зависимости от своих габаритов, бесшовная форма может заключать в себе различные меры длины.
- Для любой разновидности государственными нормами установленны определенные размеры. Так, если следовать общим стандартом, горячекатная труба в общем диаметре должна варьироваться от 25 до 700 мм (в наружном диаметре), в это время толщина стенки должна доходить до 2,5−75 мм. Производство деталей может происходить в определённом диапазоне от 4 до 12 мм.
- Цельнонатянутые трубы из стали в плане общего соотношения толщины стены к общему диаметру могут быть от шести до тринадцати миллиметров. Существует целых четыре разновидности, которые, в это время, также разделяются на четыре полноценные группы. Так, градация варьируется от буквы Б к Е. Группа Б характеризует формы, химические компоненты которых размерены. Их противоположностью становится группа Е. Такой вид изготавливается без использования термической обработки в соответствии с нормами документации.
На участке бесшовных труб наиболее прочными и качественными станут именно цельнотянутые.

Труба, которая не обладает швами, обладает большим числом разных модификаций. Так, главные отличия будут зависеть от марки стали, которая применяется во время создания, параметров стенок (толщина и длина). Всего для создания таких труб без швов стоит применять около десяти разных марок стали. Такой пёстрый состав помогает в любом случае подобрать наиболее подходящий вариант в соответствии с ситуацией и нуждами.









Горячекатаная может производиться с применением большого числа разных устройств. Все они способны заметно отличаться друг с другом как по общему размеру деталей, так и по способам их создания. В конечном счёте можно получить самые разные типы продукции.
Главные различия между бесшовными и другими трубами будут заключаться главным образом в особенности во внешних параметрах.
Бесшовный прокат получается после прокатки одного слитка металла с помощью специализированного устройства, которое помогает совершать процесс создания отверстий в центре одного слитка. Можно также применять и совершенно другой способ производства бесшовной продукции — высверливание отверстия внутри предмета цилиндрического формата.
Горячекатаная без швов в зависимости от диаметра стен, способна быть как толстостенной, так и тонкостенной. Размеры в этом случае будут изменяться в зависимости от внешнего диаметра.
Преимущества стальной бесшовной трубы
- Конечно, наибольшим преимуществом цельного металлопроката станет почти полное отсутствие швов на изделии, после чего они начинают становиться почти полностью неуязвимыми. Отсутствие главного сварочного шва способно повысить в несколько раз их показатель прочности и устойчивости к воздействию со стороны внешнего мира.
- Изделие, которое создаётся при помощи толстого листа металла, различается от других своим свойством антикорозийности. Но это также может негативно сказаться на отношение гибкости изделия во время осуществления работы по ремонту или монтажно-строительной работы. Также во время проведения монтажной работы стоит в обязательном порядке учитывать общий показатель диаметра применяемых горячедеформированных труб. Это считается очень важным, так как монтаж может не дать нужных пользователю эффектов.
- Также бесшовный тип может быть произведён из различных форм стали, отличается высоким показателем проводности тепла и невысоким уровнем температуры, который характеризует параметр линейного расширения.
Горячекатаная труба станет почти идеальным средством для создания коммуникаций. Используя различные формы соединений, можно создавать новые формы конструкций и построек.
https://youtube.com/watch?v=ypzKyB_xrRo
Применяемость изделий различных диаметров
В зависимости от наружного диаметра, изделия могут применяться в следующих областях:
- Для систем отопления и горячего водоснабжения жилых и промышленных зданий применяют трубы стальные диаметром 40-50мм.
- В системах гидравлики рабочих органов машин и дорожной техники, в зависимости от количества подаваемой жидкости диаметр может быть от 8 до 50 мм.
- В больших многоквартирных домах для подачи холодной воды диаметр применяемых трубопроводов до 150 мм.
- В нефтяной, газовой и химической промышленности для внутренних транспортировок сырья используют изделия диаметров до 273 мм.
- Крупные городские котельные для подвода отопления к дому, и предприятия водоканала для подачи воды применяют диаметры до 325 мм.
- Канализационные трубы имеют размер 530-1020 мм в диаметре.
- В крупных системах для транспортировки газа и нефти могут применяться большие размеры 1020 мм и больше.
- Трубы широко используются в строительстве для забивки свай, опор фундаментов и мостов. Диаметр применяемых изделий от 650 мм.
Реальные значения размеров применяемых изделий могут отличаться от табличных, и зависят от конструктивных особенностей используемой системы трубопроводов.

Изделия диаметром 273 мм