Как согнуть профильную трубу без спец-инструмента?
Применение специального инструмента, позволяющего легко и просто гнуть трубы, в том числе профильные, можно считать уже традицией слесарного дела. Между тем, за всё время слесарной практики был придуман целый ряд простейших способов получения сгибов без использования специального инструмента.
Посмотрите – может вам вообще не придется сооружать трубогиб. Правда следует сказать, что такой подход не всегда готов удовлетворить полностью потребности по сгибам. Тем более если требуется согнуть профильную трубу сразу в нескольких местах и под разным радиусом.
 Согнуть профильную трубу качественно и красиво проще всего с помощью специальных приспособлений – трубогибов. Но в отдельных случаях гнуть профильные трубы вполне можно самостоятельно
Согнуть профильную трубу качественно и красиво проще всего с помощью специальных приспособлений – трубогибов. Но в отдельных случаях гнуть профильные трубы вполне можно самостоятельно
Простейшие кустарные способы, помогающие сделать один-два сгиба, не применяя при этом какую-либо оснастку:
- заполнение внутренней полости трубы песком;
- заполнение внутренней полости трубы водой с последующей заморозкой;
- использование самодельного дорна;
- подрезка стенки профиля по внутреннему радиусу.
Когда есть потребность сгиба профильной трубы в одной, максимум двух удалённых друг от друга точках, вполне разумно применить простые методы:
- Засыпать внутреннюю область профильной трубы мелким речным песком.
- Плотно закрыть торцевые части.
- Согнуть профиль руками по шаблону в нужных местах.
Аналогично выполняется работа с трубой, заполненной водой. Но в этом варианте воду необходимо заморозить. Не всегда рабочие условия позволяют совершить такую процедуру.
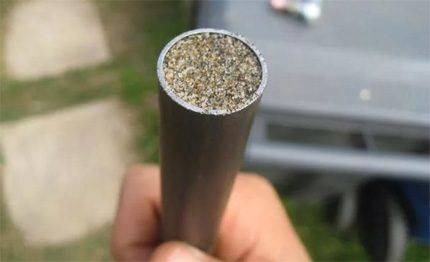 Чтобы согнуть трубу без деформаций и под заданный радиус, достаточно заполнить её внутреннюю область обычным речным песком. Такой способ применим для работы с тонкостенными трубами
Чтобы согнуть трубу без деформаций и под заданный радиус, достаточно заполнить её внутреннюю область обычным речным песком. Такой способ применим для работы с тонкостенными трубами
Ещё один похожий способ – использование дорна – стальной пружины чуть меньше внутреннего диаметра самой трубы. Пружина помещается внутрь, после чего выполняется сгиб.
Так можно вручную гнуть тонкостенные трубы. Для профильных изделий более мощной конфигурации эти способы не подходят.
 Профильную толстостенную трубу несложно согнуть методом «подрезов». В качестве инструмента можно взять ножовку по металлу или дисковую пилу. На согнутой трубе стыки срезов заваривают сваркой
Профильную толстостенную трубу несложно согнуть методом «подрезов». В качестве инструмента можно взять ножовку по металлу или дисковую пилу. На согнутой трубе стыки срезов заваривают сваркой
Толстостенные мощные профили согнуть в одной-двух точках можно простым способом технологичных подрезов. Технология предполагает вырезание небольших сегментов стенки трубы по внутреннему радиусу (например, болгаркой).
Затем производится сгиб профиля до момента соединений границ сделанных подрезов. Точки стыка границ подрезов сваривают при помощи электросварки.
Классификация и виды
Трубогибы классифицируют по способу гибки и виду привода. Кроме того, трубогибы бывают универсальные и специализированные: для круглой или профильной трубы.
Сам процесс гибки бывает горячим и холодным, с заполнением внутренней части трубы наполнителем (песком или солью) или без.
Классификация устройств по типу привода
Гибочные устройства бывают ручные, гидравлические, электрические, гибридные – совмещающие формовочные элементы с гидравлическим и электрическим приводом. Существуют промышленные агрегаты для гибки толстостенных труб, в которых место изгиба нагревается индукционным способом.
Гидравлические устройства бывают ручные и стационарные, на которых можно изгибать заготовки диаметром до 75 мм. Агрегаты с электрическим приводом (электромеханические) могут гнуть трубы самых разных диаметров. Электромеханические агрегаты могут гнуть и тонкостенные трубки с хорошим качеством изгиба, без складочек и заломов (см. фото – так не должно быть).
Гибридные агрегаты стационарные, в них на части валов имеется гидравлический привод, на другой части валов – электрический.
Ручные устройства применяются либо в качестве переносных (ими пользуются поблизости от места сборки металлоконструкций), либо для гибки небольших диаметров или мягких заготовок (медь, нержавеющая сталь, пластик). В приусадебном хозяйстве или при работах в квартире применяются трубы небольших диаметров и в ограниченном количестве, поэтому в домашних условиях достаточно обзавестись ручным трубогибом.
Варианты устройств по способу изгиба труб
По способу изгибания труб прорфилегиб бывает:
- Роликовый – заготовка формуется при прохождении между тремя роликами.
- Арбалетный – заготовка изгибается при укладке в специальную форму, по внешнему виду конструкция напоминает арбалет – отсюда и название. К одному устройству обычно прилагается комплект форм для заготовок различных размеров и для различных углов и диаметров изгиба.
- Сегментный – заготовка изгибается специальным сегментом, при этом вытягиваясь вокруг сегмента.
- Рычажный – предназначен для ручной гибки тонкостенных труб.
- Пружинный – применяется для медных или пластиковых труб, в заготовку вводится пружина-кондуктор из толстой проволоки (иногда надевается сверху) и производится ручная гибка.
- Дорновый – с наполнителем (песок, соль) или дорном, устанавливаемом внутрь заготовки. Трубу наматывают на намоточный ролик, дорн или наполнитель предохраняют место изгиба от образования складок.
- Бездорновый – заготовка наматывается на гибочный ролик.
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.










 Шаблон из дерева
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.
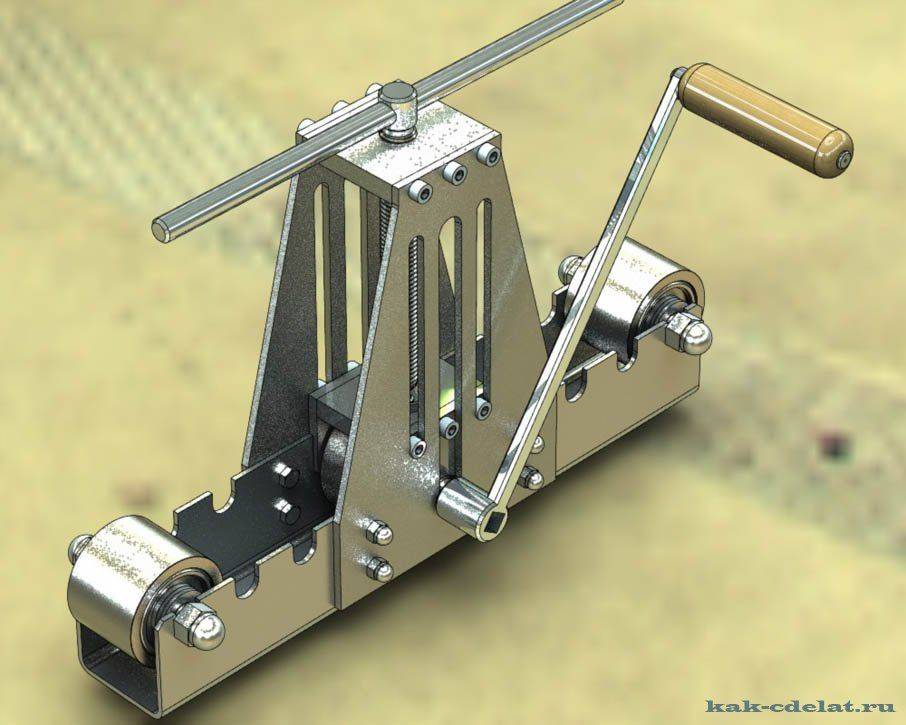
Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
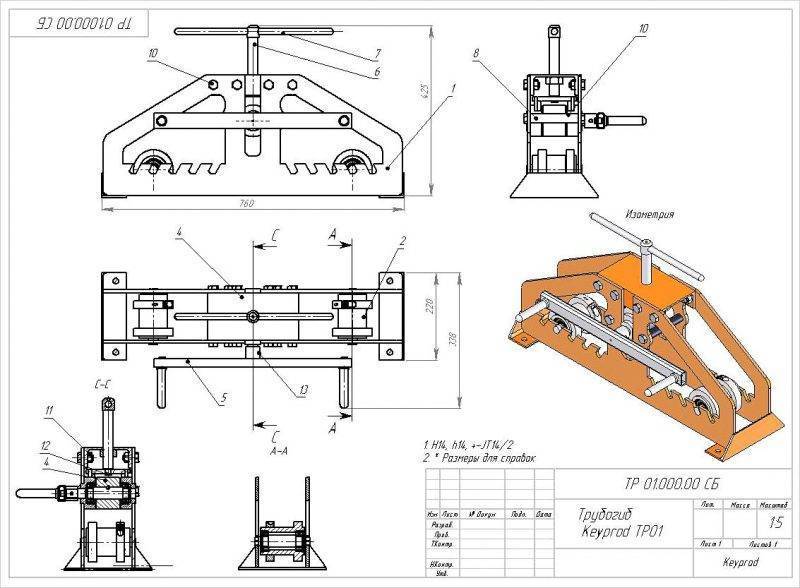 Чертеж и общий вид ручного инструмента
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
-
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
- Прикрутить подшипниковые узлы к раме.
- Вставить ворот в отверстие прижимного болта.
- На оси валов снаружи насадить шестерни на шпонку или конусные разрезные втулки с гайками. Третью «звездочку» прикрепить к стойке. Надеть цепь, напрессовать втулку для ручки.
- Провести пробные испытания, если нужно, внести коррективы.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
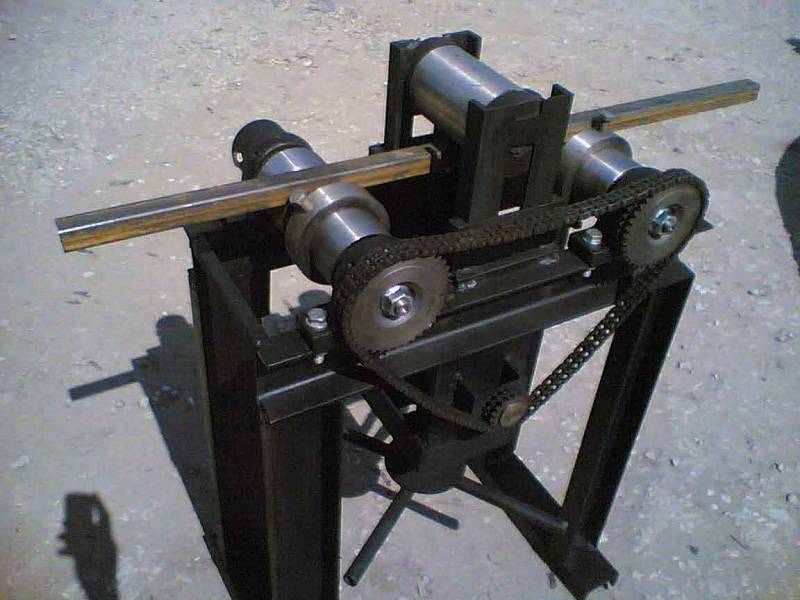
 Готовый самодельный станок
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
https://youtube.com/watch?v=W3SXjpAF1GM
Разновидности станков-трубогибов для профильных труб
Гибочные станки для профильных труб могут иметь различные механизмы и обустроенность, а также разнообразные вариации по степени сложности конструкции. Какой вариант выбрать – зависит от потребностей, бюджета и прочих нюансов в тех или иных ситуациях.
Например, один из простейших станков для гнутья профильных труб имеет в своём устройстве три валика на подшипниках большой прочности, не менее прочную раму и две рукоятки. Первая рукоятка приводит трубу в движение, в результате чего она протягивается по двум валикам устройства. Посредством второй рукояти осуществляется воздействие на трубу оставшимся валиком, в результате чего она деформируется и сгибается, приобретая аккуратную дугообразную форму.

Конечно, простейшие трубогибочные станки с ручным приводом хорошо подойдут лишь в тех случаях, когда уровень выполняемой работы тоже не отличается большой сложностью. Для более серьёзных работ уместно использование станков с электроприводами. Такой станок для гнутья профильных труб снабжается редуктором, имеющим большой коэффициент передачи. Это позволяет избежать необходимости в слишком большой мощности электромотора, которая в таких устройствах колеблется обычно в диапазоне 0,5-1,5 киловатт.









Наиболее продвинутые станки для загиба профильных труб имеют в своём составе два независимо работающих электромотора, осуществляющих протягивание и сгибание труб, а также несколько наборов валиков, дающих возможность сгибать даже самые прочные профильные трубы безо всяких следов на поверхности. Именно такие станки используются при наиболее сложных работах, например, при изготовлении металлоконструкций для крытых стадионов, больших архитектурных комплексов и т. д.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Устройство и принцип работы ручного трубогиба
Ручной трубогиб по конструкции и принципу работы достаточно прост, поэтому домашний умелец вполне может справиться с его изготовлением самостоятельно. Главными элементами в любом устройстве для гибки труб считается нажимная пластина. На нее с определенным усилием надавливает специальный механизм, и она передает усилие на обрабатываемую трубу.
Для выполнения гибки, гофру устанавливают между нажимной пластиной и несколькими валами, которые выполняют функцию стабилизаторов. Также с помощью валов можно корректировать радиус изгиба, поскольку их положение регулируется.









Так, для изгиба трубы по малому радиусу, валы располагают достаточно близко друг к другу, а если необходимо увеличить радиус, то их переносят подальше друг от друга.
Главными элементами в трубогибах являются валы в форме полумесяца
Для изгиба круглой трубы на трубогибы устанавливаются валы в форме полумесяца.
Ручное устройство
Самодельный ручной трубогиб, с помощью которого осуществляется гибка круглых труб, представляет собой два проточенных шкива, один из которых фиксируется неподвижно, а второй вращается вокруг первого на расстоянии диаметра обрабатываемой трубы. Принцип его работы прост: между двумя шкивами закладывают трубу и путем вращения подвижного шкива изгибают круглую трубу до нужного угла.
Ручной трубогиб в руках умелого хозяина может понадобиться в любой момент, потому подходить к его изготовлению стоит основательно, так, чтобы им можно было изгибать трубы различного диаметра.
Для такой конструкции потребуется два тройных шкива вместо одинарных: одна пара будет использоваться для гибки труб 1/2″, другая – для трубы 3/4″, и одна для дюймовых труб.
На рынке вряд ли удастся купить такие приспособления, поэтому заказать их нужно будет в токарной мастерской. На торцах валов делается выточка, которая по размерам совпадает с половинным диаметром гофры.
Ручной трубогиб состоящий из двух шкивов, один из которых закреплен неподвижно
Еще один важный момент, который нужно учесть при изготовлении валов – стационарный шкив по размеру должен быть минимальным, поскольку от этого зависит минимально возможный радиус изгиба изделия. Оптимальный размер подвижного вала превышает в два раза диаметр стационарного.
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
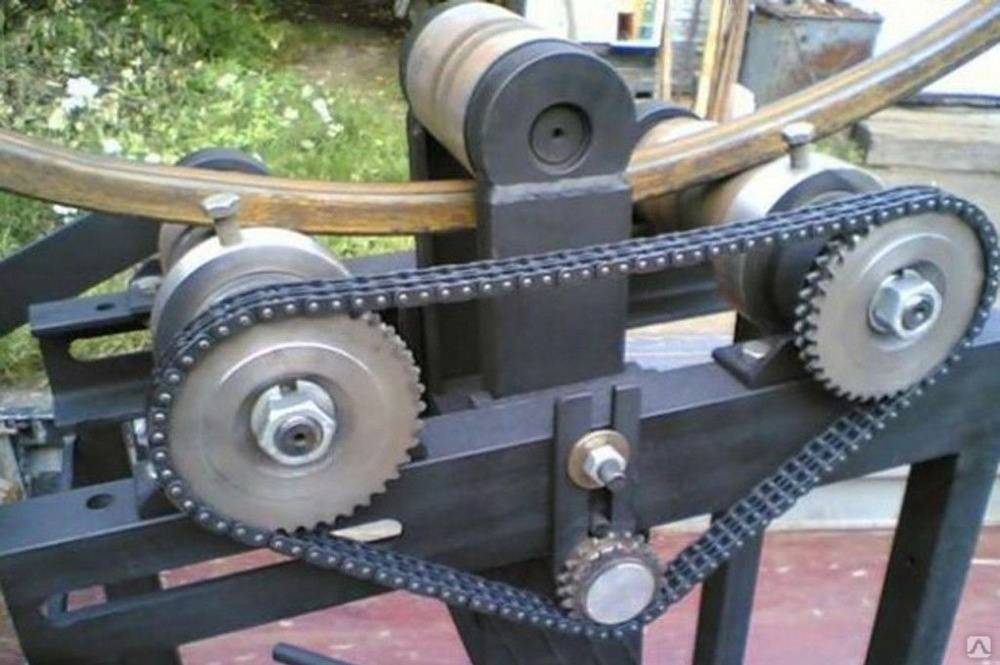
Прокатный станок с тремя роликами
На этом станке трубу укладывают на ролики, расположенные по бокам. Верхний подвижный ролик опускают на изделие сверху и таким путем фиксируют его. Далее, вращают ручку и через цепь передают движение валам. Труба протягивается и меняет свою геометрию.
Постепенно усиливая нажим путем закручивания прижимного болта, и протягивая заготовку, добиваются изгиба трубы под необходимым углом.
Чтобы изготовить станок, работающий по такой схеме, необходимо заготовить полку и профильный металлический прокат для каркаса, валы, 4 прочные пружины, цепь, подшипники, крепеж, другие детали. Для крепления подшипников потребуется 3 вала с параметрами, соответствующими звездочкам и подшипникам.
Два вала предназначены для бокового размещения, а третий (прижимной) — для подвешивания на пружинах. Эти элементы, скорее всего, придется заказать в мастерской, а остальное можно выполнить собственноручно.
В состав прижимного вала входят подшипники, шестерни и кольца. В кольцах нарезают резьбу под зажимные болты и делают пазы. В полках из швеллера выполняют посадочные места под прижимной вал. На заключительном этапе собирают конструкцию начиная с установки каркаса.










После, прижимной вал на пружинах, присоединенный к полке посредством шпоночного соединения, подвешивают. Опорные валы устанавливают по бокам и натягивают между ними цепь, применяя в качестве держателя магнитный уголок.
На один из них крепя ручку с поворачивающейся трубкой, затем выполняют работы по монтажу домкрата. Присоединяют его к платформе болтами и сваркой.
При монтаже подвесного вала соблюдают определенную последовательность: сначала устанавливают его на полку, к ней приваривают гайки под пружины, переворачивают площадку и подсоединяют к пружинам. Следует учесть, что с увеличением расстояния между роликами, усилия, прилагаемые для изгиба, уменьшаются.
На нашем сайте есть еще несколько статей, где подробно описаны варианты самодельных устройств для гибки профильных труб, рекомендуем ознакомиться:
Что такое трубосгибатель и где он нужен
Перед монтажом трубогиба для профильной трубы, нужно узнать о инструменте подробнее. Это старое оборудование, используемое для изгибания трубопроката. Почему нельзя это сделать обычной человеческой силой? Металл легко деформируется, если давление на него подается по бокам. Размаха человеческих рук просто недостаточно, чтобы было возможно деформировать трубу в конкретном участке трубопровода.
Станок для гибки профильной трубы своими руками не только правильно производит изгиб. Он точно определяет угол наклона. Параметры вы можете выставлять, в зависимости от конкретных нужд. Для этой процедуры не нужно прилагать много усилий.
Оборудование может изготавливаться из металла. Желательно брать сталь, так как она соответствует стандарту твердости и прочности, которые нам нужны. Алюминий имеет меньший срок эксплуатации. Но если других материалов под рукой нет – он подойдет. Точно нельзя использовать пластик, так как его прочности будет недостаточно, чтобы сопротивляться давлению металла.
Вы можете сделать оборудование под себя. Для самодельщика доступны сразу несколько видов, отличающихся по типу конструкции. Угол же можно фиксировать при сборке. Обычно, в заводских моделях он соответствует диапазону до ста восьмидесяти градусов.
Виды
Гибочный станок для профильной трубы даже в условиях гаража может быть нескольких видов. Можно использовать материалы, не нужные в быту.
Конструкционно, они имеют следующие отличия:
Гидравлические
Разновидность станка, работающая на силе жидкости. Позволяет сгибать трубопрокат с диаметром до 8 сантиметров, поэтому часто встречается на производстве. Для дома используется редко, так как такие показатели нам не нужны. Но при монтаже металлического трубопровода отопления будет полезным. Трубогиб гидравлический для круглой трубы тонкостенной не подходит, так как для него характерны слишком грубый способ деформации.
Ручные
Популярны для дома, но не могут использоваться для гибки широких труб. Простая конструкция построенная на элементарной физике. Компоненты для сборки есть у каждого в гараже. Подходят для не каленной стали, низкоуглеродистых ферросплавов, цветных металлов (алюминий, медь, различные виды их сплавов).
Электромеханические
В самостоятельной сборке сложны, но имеют высокую производительность. Создают ювелирную точность, могут сгибать тонкостенные трубки, при этом без повреждения стенок.
Методы сгибания
Дополнительно отличаются метод самого сгибания:
- Арбалет. Для изгибания используется заранее заготовленная форма, которая подходит под конкретный тип трубы. Профилегиб своими руками арбалетный – частый станок в гаражах.
- Пружина. Пружинный механизм, обеспечивающий не только качественный сгиб, дополнительно он еще и не создает деструктивных деформации.
- Сегментарный. Отличается тем, что сгибание происходит с помощью сегмента, перетягивающего трубу на себя.
- Бездорновый. Деформация происходит путем наматывания профиля на валик.
- Дорновый. Механизм схож с предыдущим. Основное отличие – установка дополнительного наполнителя, который не дает образовываться гофре.
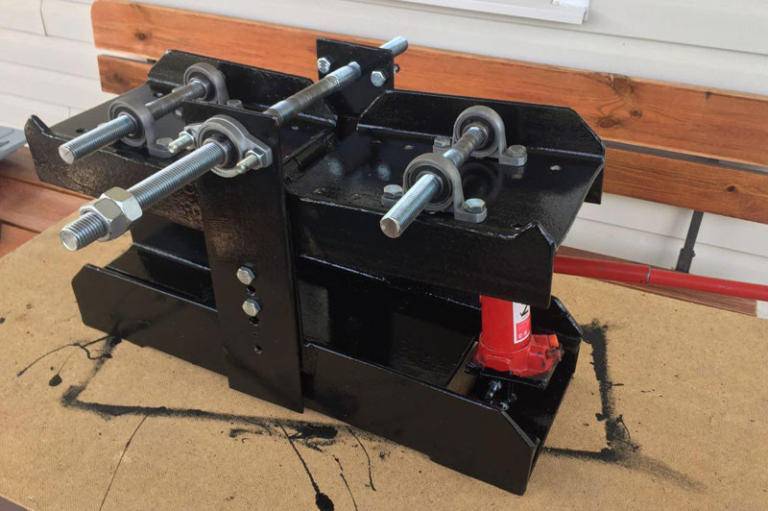
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
Такой станок называют арбалетным из-за схожести очертаний пуансона с формой арбалета. Основные его детали — каркас (1), состоящий из двух стенок и рабочей поверхности, основание (2), гидравлический домкрат (3), пуансон (4) и крепеж в виде болтов (5). Компоновку узлов станка выполняют согласно эскизу
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
Применение трубогибов
Впрочем, основная сфера применения такого оборудования – это прокладка различных трубопроводов и монтаж зданий, в котором профильные трубы часто используются в качестве арматуры. Независимо от формы и вида сырья, используемого для производства труб, их все равно можно гнуть только при помощи специальных станков – в противном случае положительного результата добиться не удастся.
Сфера применения очень сильно влияет на параметры изгибания труб. Дело в том, что материал может иметь разные размеры и исходное сырье, да и требования к изгибу предъявляются разные. Чтобы обработать трубы должным образом, нужно использовать оборудование соответствующей мощности и способностей. Кроме того, немаловажным аспектом является привод устройства, который может быть ручным, электрическим или гидравлическим.
Разновидности гибочных приборов для профильной трубы
Совет: Прежде, чем срываться и начинать поиск деталей на механический агрегат, определитесь с выбором, какой вид установки подходит для вас. Ну а после выбора можно понять, как сделать самодельный агрегат и начинать собирать будущее железное детище.
Эти механические устройства различаются по нескольким критериям:
- По разнообразию установки, то есть по способу применения станины (на производстве, в определённом месте и т.д.).
- По вариации приводного использования (с использованием электричества или ручной силы и т.д.).
Рассмотрим первый критерий различия гибочных станков, которые встречаются в повседневной жизни. По способам установки станка разделяют три вида:
Первый вид относится к стационарному местоположению
Такие агрегаты имеют очень большую массу.
Без специального оборудования и техники такие аппараты не переместить собственными силами. Их применяют на больших производствах для серийного изготовления. Станок, указанный на фото, имеет заводское название УГС-6/1А. Однако такой много габаритный узел будет неуместным в вашем гараже или мастерской.








Второй вид
Переносной самодельный агрегат. Он может быть чуть небольших размеров.
Вес у такого приспособления не большой, достаточен для переноса с одного места на другое.
Такой станочек используется при малых производствах или имеет частное применение. Его можно использовать непосредственно в том месте, где вы собираетесь работать.
Третий вид
Это компактный, малогабаритный станочек, относящийся к виду носимых инструментов.
Такой инструмент можно с лёгкостью носить с собой, к примеру, если вас попросил сосед, либо знакомый.
Или вам нужно отвезти его на дачу, так можно смело положить его в багажник и не знать проблем. Деталей на создание этого произведения железного инструментария требуется совсем немного.
Гидравлическое воздействие
Упомянутый тип привода обладает пневмогидравлическим автомобильным домкратом. Именно за счёт него и подаётся главное воздействие на заготовку.
Воздействие ручной силы
В указанном случае под приводом подразумеваются руки человека, а усилие передаётся за счёт сокращения мышечной системы. Именно такой привод имеет большую популярность среди собственноручных станочков.
Электрический привод
В данном приводе используется электрический мотор, за счёт которого всё усилие распределяется на все необходимые детали механизма. Как правило, такие приводы применяются на производствах.
Отличие станков по способу изгиба труб и профилей
Ввиду того, что готовые изделия из металла имеют различные радиусы, диаметры и так далее, существуют и различные виды изгиба. В современном обществе различают всего четыре разновидности изгибания изделий:
Изгибание металла по заготовленному шаблону
В данном случае используются деревянные детали. Такой мини-станок обычно называют «лучковым» или «выгибным». Применяются для сгибания трубок из мягких металлов. Воздействие на сгиб производится строго ручной силой. Точного диаметра, в данном случае, добиться практически не возможно. Проще собрать аппарат по заводским размерам.
Посредством выдавливания
Является прессовкой без матрицы посредством одного пуансона. Пуансон — это деталь механизма, которая непосредственно воздействует на прессуемую деталь.
Следствием прокатки
Прокатка металла производится за счёт протягивания детали через два параллельных ряда валиков.
Совет: Если вы собираетесь сгибать трубу в домашних условиях, то заполните её простым, речным песком и обязательно осадите его молоточком. Это позволит придать трубе сохранность, а также улучшится распределение усилий на круглую трубу.